自考生网为考生们整理提供了“ 2015年10月自考01628模具数控加工真题及答案”,更多01628模具数控加工真题内容可点击查看01628模具数控加工真题及答案汇总。
注:不同省份、不同专业的自考历年真题及答案,只要课程代码和课程名称相同,都可参考使用。
点击查看:自考01628模具数控加工题库
一、单项选择题(本大题共15小题,每小题2分,共30分)
在每小题列出的四个备选项中只有一个是符合题目要求的,请将其选出并将“答题纸”的相应代码涂黑。错涂、多涂或未涂均无分。
可用作直线插补的准备功能代码是
A.G01 B.G02 C.G03 D.G04
不是零点偏置功能。
A.G57 B.G55 C.G54 D.G53
编制数控铣床程序应正确选择的位置,避免刀具交换时碰工件或夹具。
A.工件原点B.换刀点C.参考点D.对刀点
采用半径编程方法编制圆弧插补程序段时,当圆弧所对应的圆心角180°时,该半径R
取负值。
A.等于B.小于C.大于D.小于或等于5.有些零件需要在不同的位置上重复加工同样的轮廓形状,应采用
A.比例加工功能B.镜像加工功能C.旋转功能D.子程序调用功能
在XY平面上,某圆弧圆心为(0,0)半径为80mm,如果需要刀具从(80,0)沿该圆弧逆时针到达(0,80),则程序指令为
A.G02X0.0Y80.0R80.0 B.G03X0.0Y80.0R80.0
C.G02X80.0Y0.0R80.0 D.G03X80.0Y0.0R80.0
位置精度较高的孔系加工时,特别要注意孔加工顺序的安排,主要是考虑到
A.坐标轴的反向间隙B.刀具的寿命C.控制振动D.加工表面质量
钻小孔或长径比较大的孔时,应取的转速钻削。
A.中等B.较高C.较低D.不用考虑9.在(50,50)坐标点,钻一Φ12mm深10mm的孔,Z坐标零点位于零件的上表面,正确的程
序段为
A.G85X50.0Y50.0Z-10.0R6.0F80 B.G73X50.0Y50.0Z-10.0R6.0F80 C.G81X50.0Y50.0Z-10.0R3.0F80 D.G83X50.0Y50.0Z-10.0R3.0F80
G00的指令移动速度值是
A.机床参数指定B.数控程序指定C.操作面板指定D.手动方式输入
G00指令与下列的指令是同一组的。
A.G04 B.G55 C.G02 D.G20
绕Z轴的螺旋线插补指令中的I,J是指
A.圆心与终点的相对坐标B.圆心与起点的相对坐标
C.螺旋线的直径D.螺旋线的导程
编程误差由一次逼近误差、插补误差和误差组成。
A.圆整B.对刀C.定位D.随机
电火花线切割机的3B格式“BXBYBJGZ”中J的含义是
A.计数长度B.分隔符号C.计数方向D.加工指令
程序中指定刀具长度补偿值的代码是
A.G B.D C.M D.H
非选择题部分
注意事项:
用黑色字迹的签字笔或钢笔将答案写在答题纸上,不能答在试题卷上。
二、填空题(本大题共9小题,每空1分,共15分)
刀柄是加工中心与之间的连接工具,已系列化和标准化。
闭环控制系统按位置反馈检测元件的安装位置不同,可分为和两种控制方式。
CAD/CAM就是指和。
数控机床的坐标系中把看成是静止的参照物,以增大刀具和工件间距离的方向为运动的。
准备功能字的地址符是,是建立机床或控制系统工作方式的一种命令。
数控铣床适宜按照、先粗后精、、先面后孔等原则安排加工工序,以减少换刀次数。
若加工型腔要素需要刀具在Z方向进行切削进给,应选择的刀具是。
精车时,切削用量应选择较小的及等,尽可能提高切削速度。
用电火花线切割加工凹模时,在切割前工件必须加工出。
三、简答题(本大题共4小题,每小题5分,共20分)
一般而言,加工中心在什么情况下需要做手动回零?手动回零顺序应遵循什么原则?
数控铣床如果屏幕显示当前刀位点在机床坐标系中的坐标为(100,100,100),用MDI执行
“G92X50.0Y50.0Z50.0”后,工件原点在机床坐标系中的坐标是多少?若再用MDI执行“G90G00X100.0Y100.0Z100.0”后,屏幕上工件坐标系的显示坐标是多少,机床坐标系的显示坐标又是多少?
数控加工工艺设计内容主要包括哪些?
夹具按夹紧的动力来源可以分为哪几种?请写出5种。
四、写出程序段的作用(把程序段的作用填在相应的直线上,每段1分,共15分)
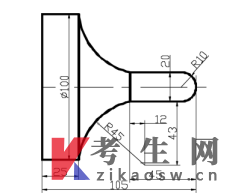
以下是如图1所示零件的精加工数控车程序,在横线上写出相应程序段的作用。
00001
N10G50X150.0Z25.0;(1)N20T0303;(2)N30 M03S600;
N40 M08;N50G90G00X0.0Z2.0;
N60G01Z0.0F0.1;(3)N70G03X20.0Z-10.0R10.0;(4)N80G01Z-45.0;
N90G02X100.0Z-80.0R45.0;(5)N100G01Z-105.0;
N110G01X150.0;
N120G00Z25.0;(6)
N130T0300 M09;(7)N140 M30;
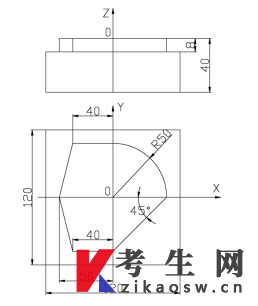
10.以下为如图2所示零件的外轮廓精加工数控铣削程序,铣刀直径8mm,在横线上写出相应程序段的作用。
00002
N10G90G54;N20 M03S2000;
N30G00X-70.0Y70.0;
N40G00Z5.0;(1)N50G01Z-4.0F80.0 M08;(2)N60 M98P0020;(3)N70G01Z-8.0;
N80 M98P0020;
N90G00Z150.0;N100 M05 M09 M30;00020
N10G41X-40.0Y50.0D01;(4)N20G01X0.0;
N20G02X50.0Y0.0R50.0;(5)N30G01X0.0Y-50.0;
N40G01X-40.0;N50X-50.0Y0.0;N60X-40.0Y50.0;
N70G40G00X-70.0Y70.0;(6)N80G00Z5.0;(7)
N90 M99;(8)
五、编写程序(本大题共20分)
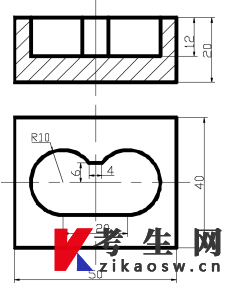
11.在某数控铣床上对图3所示的深腔体零件进行加工,工件材料为45#钢,其毛坯四周均已加工,内轮廓与上表面有垂直度要求。已知该机床数控功能齐全。要求:(1)写出内轮廓各个节点的坐标;(4分)(2)编写铣削上表面的程序(使用Φ20mm的平刀),使用切削液,毛坯高度方向余量为
0.5mm;(6分)(3)用刀补方式和子程序编写出该零件内轮廓的加工程序(使用12的槽铣刀),每次切
削深度为4mm。(10分)
全专业电子资料、题库、学位、网课
最高直省2344元
上千+科次精品网课
买网课即送全真模考题库
五千+科次教材资料
电子资料满三件9折
五千+科次在线题库
全真呈现历年考试试题



关于我们 Copyright © 2010 - 2023 湖南求实创新教育科技有限公司 All Right Reserved.
温馨提示:本网站所提供的考试信息仅供考生参考,考试政策请以权威部门公布的正式信息为准。