自考生网为考生们整理提供了“ 2013年10月自考01628模具数控加工真题及答案”,更多01628模具数控加工真题内容可点击查看01628模具数控加工真题及答案汇总。
注:不同省份、不同专业的自考历年真题及答案,只要课程代码和课程名称相同,都可参考使用。
点击查看:自考01628模具数控加工题库
一、单项选择题(本大题共15小题,每小题2分,共30分)
在每小题列出的四个备选项中只有一个是符合题目要求的,请将其选出并将“答题纸”的相应代码涂黑。错涂、多涂或未涂均无分。
1.机床制造商设置在机床上的原点称为
A.机床中间点B.机床参考点
C.程序原点D.机床原点
2.以下FANUC-6T指令中,属于非模态指令的是
A.G00 B.G27
C.G40 D.G02
3.数控铣削时,在曲面的初始切削位置上,刀具与曲面的接触点,称为
A.程序起始点B.换刀点
C.切入点D.切出点
4.数控铣削孔加工固定循环指令中,为了安全进刀切削而规定的一个平面,称为
A.返回点平面B.孔底平面
C.R参考平面D.初始平面
5.加工中心直接通过操作面板输入数控程序和编辑程序的英文表示为
A.AUTO B.MDI
C.EDIT D.JOG
6.一般地,数控车、铣床中多将各轴正向行程极限点定为
A.机床原点B.工件原点
C.刀位点D.参考点
7.圆弧插补方向(顺时针和逆时针)的规定与____有关。
A.X轴B.Z轴
C.不在圆弧平面内的坐标轴D.Y轴
8.数控车削加工顺序安排原则中的“内外交叉”是指
A.先粗精加工内表面,再粗精加工外表面
B.先粗加工内、外表面,再精加工内、外表面
C.先精加工内表面,再精加工外表面
D.先粗加工内表面,再粗加工外表面
9.电火花线切割机的3B格式“BX BY BJ GZ”中X、Y的含义是
A.图形的终点坐标值B.图形的起点坐标值
C.直线的终点坐标值D.圆弧的终点坐标值
10.在铣削一个XY平面上的圆弧时,圆弧起点在(30,0),终点在(-30,0),半径为50,圆弧起点到终点的旋转方向为顺时针,则铣削圆弧的指令为
A.G17 G90 G02 X30.0 Y0 R-50.0 F50
B.G17 G90 G03 X-30.0 Y0 R50.0 F50
C.G17 G90 G03 X-30.0 Y0 R-50.0 F50
D.G17 G90 G02 X-30.0 Y0 R50.0 F50
11.数控编程人员在数控编程和加工时使用的坐标系是
A.右手直角笛卡尔坐标系B.机床坐标系
C.工件坐标系D.直角坐标系
12.数控机床程序中,F200表示
A.切削速度B.步进电机转速
C.主轴转速D.进给速度
13.铣削加工中,下面哪种刀具进给方式是顺铣、逆铣交替进行的?
A.单向进给B.往复进给
C.环切进给D.拐角进给
14.钻镗循环的深孔加工时需采用间歇进给方法,每次提刀回退固定量q的是
A.G73 B.G83
C.G74 D.G84
15.以下所列中____不属于数控编程误差。
A.回程误差B.逼近误差
C.插补误差D.圆整误差
非选择题部分
注意事项:
用黑色字迹的签字笔或钢笔将答案写在答题纸上,不能答在试题卷上。
二、填空题(本大题共10小题,每空1分,共15分)
16.数控机床坐标轴主要采用____坐标系确定。
17.中心钻的工作锥孔部分的圆锥角度为____度。
18.程序单段运行方式,一般是在____时候使用。
19.标准中规定____的运动方向为Z坐标方向,+Z为____的方向。
20.按照主轴的配置形式,数控车床可以分为____数控车床和____数控车床。
21.按照所用进给伺服系统的类型,数控机床可以分为____、____、闭环数控机床。
22.圆弧插补指令G03 X Y R中,X、Y后的值表示圆弧的____,R是指____。
23.后一坐标尺寸是以前一位置为零进行标注的,这种坐标值称为____。
24.数控程序的编制方法有____编程和____编程两种。
25.圆形车刀的刀位点在____。
三、简答题(本大题共4小题,每小题5分,共20分)
26.简述切削液在切削过程中的四个作用。
27.指出数控铣削孔加工固定循环指令G90G98G81X30.0Y20.0Z-33.0R-12.0F100孔的位置、切削深度、返回的平面、加工方式、安全平面。
28.写出刀具半径补偿指令和长度补偿指令,并分别说明什么是刀具的半径补偿和刀具长度补偿?
29.G54~G59指令的作用是什么?比较一下它们和G92之间的区别。如何预置G54~G59的值?
四、写出程序段的作用(每段1分,本大题共2小题,共15分)
30.如图1所示零件,粗加工后留下1㎜精加工余量,利用插补指令完成精车倒角及外轮廓的精加工程序(7分)。
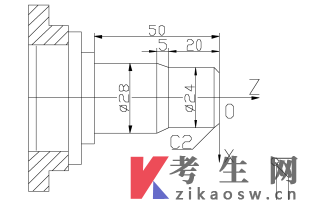
00002;
N10 G50 X50.0 Z25.0;
N20 M03S500;①
N30 M08;
N40 T0404;②
N50 G00 X0.0 Z2.0;③
N60 G01 Z0.0 F0.1;
N70 X20.0;
N80 X24.0 Z-2.0;④
N90 Z-20.0;
N100 X28.0 Z-25.0;⑤
N110 Z-50.0;
N120 X50.0;
N130 G00 Z25.0 T0100 M09;⑥
N140 M30;⑦
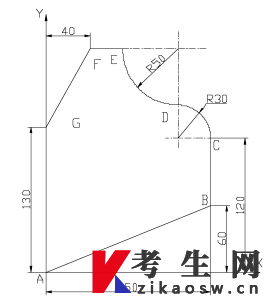
31.下面是用直径为Φ10mm的立铣刀加工如图2所示零件轮廓的精加工铣削程序,写出相应程序段的作用(8分)。
00001;
N10 M03 S2000 M08;
N20 G90 G54 G00 X-60.0 Y-60.0;①
N30 G41 X-40.0Y-40.0 D01;②
N40 G43 Z2.0 H01;③
N50 G01 Z-10.0 F60.0;④
N60 G01 X-40.0 Y0.0 F160.0;
N70 G02 X40.0 R40.0;
N80 X-40.0 Y0.0 R40.0;⑤
N90 G01 Y40.0;⑥
N100 G40 G00 Y60.0;⑦
N110 G49 G00 Z100.0;⑧
N120 M05 M09;
N130 M30;
五、编写程序(本大题20分)
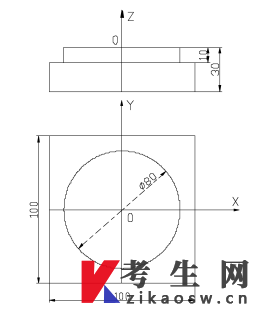
32.被加工零件轮廓如图3所示,零件厚度为16mm,本工序为精加工外轮廓,铣刀直径为16mm,进给速度100mm/min,主轴转速为1000r/min,编程单位为mm,图示工件坐标系为G54坐标系。
(1)从A点开始进入切削,刀具绕零件顺时针方向加工,加工完成后刀具回到起刀点;采用绝对坐标编程,试编制该零件的加工程序。(13分)
(2)指出零件上各段所对应的程序段号。(7分)
全专业电子资料、题库、学位、网课
最高直省2344元
上千+科次精品网课
买网课即送全真模考题库
五千+科次教材资料
电子资料满三件9折
五千+科次在线题库
全真呈现历年考试试题



关于我们 Copyright © 2010 - 2023 湖南求实创新教育科技有限公司 All Right Reserved.
温馨提示:本网站所提供的考试信息仅供考生参考,考试政策请以权威部门公布的正式信息为准。